В зависимости от назначения, параметров и функциональных характеристик технологических процессов, реализуемых в гальванической линии, в каждом конкретном случае определяется и набор технических систем, необходимых для обеспечения протекания гальванотехнических процессов внутри гальванических ванн. Из всего многообразия таких систем выделим основные, которыми обычно комплектуются линии, поставляемые нашей компанией.
Воздушное перемешивание электролита производится сжатым воздухом. Воздух, применяемый для перемешивания, должен быть полностью очищен от масла. Давление воздуха при перемешивании – 50÷70 кПа. При воздушном перемешивании в ванну опускается трубчатый барботер.
Безвоздушное перемешивание раствора обеспечивается центробежным насосом, который отбирает жидкость из ванны и возвращает ее обратно, через эжекторы, специальным образом размещенные на трубе.
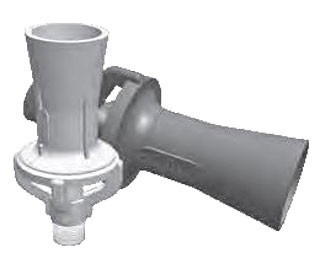
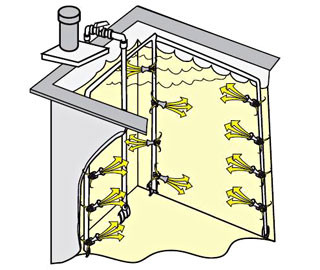
Каждый эжектор создаёт перемешивание, соответствующее пятикратному объему входящей жидкости. Такая конструкция эжектора позволяет использовать относительно маломощные насосы, как вертикальные, так и горизонтальные, для равномерного перемешивания больших объемов жидкости в ванне, избегая расслоения растворов по температурам и фазам. Поставляемые системы позволяют также:
- предотвратить оседание твердых частиц на дно ванны, что дает возможность более легкой фильтрации и исключает необходимость удаления осадка вручную;
- обеспечить постоянство температуры в разных точках объема ванны;
- исключить попадание воздуха в раствор;
- ускорить растворение твердых частиц;
- помочь удалению загрязнения деталей;
- обеспечить однородность раствора.
В системе воздушного и безвоздушного перемешивания предусмотрен также режим автоматического включение воздуха на барботаж и душевых устройств в ваннах холодной промывки во время подъема подвески.
Очень часто перемешивание электролита сочетается с непрерывной фильтрацией. Это позволяет значительно повысить пропускную способность ванн и улучшить качество наносимых покрытий.
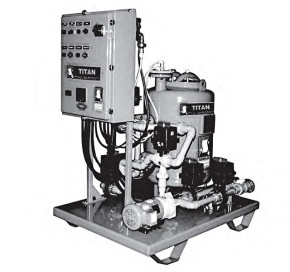
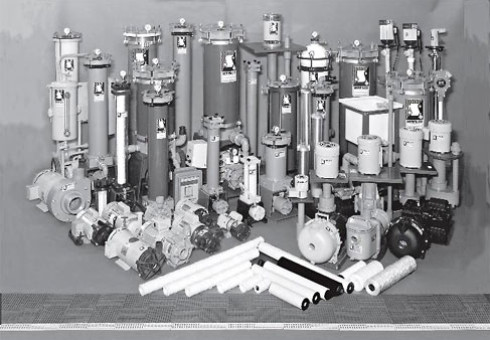
Для очистки электролитов от загрязнений применяются фильтровальные установки. Принципиальная схема системы состоит из нескольких фильтров с фильтровальными пакетами, насоса, электродвигателя, а также трубопроводов (с арматурой) подачи суспензии и выхода фильтра. В схему включается фильтр-пресс для отделения жидкости от твердых частиц путем сжатия фильтрующего пакета.
В зависимости от типа электролита, температуры перекачиваемого раствора и объема ванны подбирается материал корпуса установки и материал проточной части насоса. Они могут изготавливаться из тех же материалов, которые применяются при изготовлении ванн. Тип необходимой фильтрации определяет выбор фильтрующего элемента. На рынке имеется широкий ассортимент фильтрующих элементов: полипропиленовые картриджи, рукавные картриджи, фильтровальные мешки, горизонтальные диски и пр. Так, например, картриджи из полипропиленовой нити применяются при очистке растворов от механических загрязнений, картриджи с угольным наполнителем – при очистке от органических примесей, горизонтальные диски могут быть промывными и использоваться многократно. Установка фильтрации может быть передвижной.
Гальванические линии могут комплектоваться также автоматическими системами фильтрации с обратной промывкой, использующие постоянный фильтрующий элемент как альтернативу стандартной фильтрации, где использование сменных фильтрующих элементов может причинить вред окружающей среде. Эти системы используют гранулы специфического размера и плотности, в процессе фильтрации система контролирует параметры расхода и давления потока.
В такой системе практически отсутствуют потери фильтруемого раствора, поскольку обеспечена его замкнутая циркуляция от ванны к сборнику и обратно для повторного использования. Компьютерное управление автоматически поддерживает постоянными заданные параметры циркулируемого в системе потока без накопления плотного осадка на фильтрующих гранулах. Режим обратной промывки, запрограммированный для оптимального использования раствора, включается автоматически при достижении заданного минимального уровня потока раствора.
Автоматические системы оборудованы измерительными приборами и датчиками, электромагнитными расходомерами и электромагнитными клапанами, микропроцессорными системами контроля и управления. Они могут комплектоваться практически любым типом насоса, от обычного центробежного с магнитной муфтой до пневматических мембранных насосов, и устанавливаться как снаружи ванн, так и внутри.

Применение автоматических систем фильтрации позволяют:
- обеспечить непрерывность процесса фильтрации;
- значительно снизить затраты на фильтрующие элементы и их замену;
- улучшить качество нанесения покрытий и технологического процесса в целом, исключить отходы производства и доработку изделий;
- снизить расход химикатов при сохранении качества раствора;
- минимизировать затраты на обслуживание ванн при высокой скорости непрерывного удаления загрязняющих частиц;
- обеспечить выполнение требований экологического законодательства.
Для получения высококачественного гальванического покрытия необходимо создание и поддержание заданного теплового режима электролита.
Температура электролита оказывает двойственное влияние на протекание процесса осаждения покрытия на поверхности деталей. С одной стороны, при повышении температуры увеличивается скорость диффузии ионов, уменьшается концентрационная поляризация, что позволяет вести процесс при более высоких плотностях тока. С другой стороны, повышение температуры приводит к снижению перенапряжения, способствующему образованию осадков крупнокристаллической структуры, что снижает качество осадка.
На практике нанесение электрохимических покрытий производится с учетом взаимно противоположных влияний плотности тока и температуры – процессы ведутся на интенсивных режимах: при высоких плотностях тока и при повышенной температуре электролита.
При этом, даже небольшие отклонения температуры электролита от оптимального значения вызывают заметное ухудшение качества покрытия. По некоторым оценкам, изменение температуры на 1 ⁰С приводит к изменению электропроводности приблизительно на 4 %, что, например, при цинковании в кислом электролите приводит к погрешности контроля и регулирования плотности тока до 15 % и более.
В большинстве традиционных гальванических установок точность регулирования температуры в пределах 3-4 ⁰С является наилучшим достижимым показателем. Этого, как правило, достаточно лишь для небольшого числа гальванических процессов, не требующих высокого качества покрытия, или для применения в автоматических гальванических линиях с жестким единичным циклом, настроенных на обработку однотипных деталей с одинаковыми покрытиями. Применение таких линий в современных условиях возможно только на очень ограниченном количестве предприятий. Чаще всего на предприятиях требуется наносить на поверхности деталей покрытия с индивидуальными параметрами и характеристиками.
В гальванических цехах для нагрева растворов в ваннах используют в качестве теплоносителя в основном насыщенный пар и электроэнергию.
Независимо от теплоносителя нагрев ванн осуществляется двумя способами: нагревательным элементом, помещенным непосредственно в раствор, и нагревательным элементом, расположенным в водяной рубашке, передающей тепло через металлическую стенку рабочему раствору ванны.
В случае если раствор нейтрален по отношению к материалу греющей поверхности нагревательного элемента, применяют первый способ нагрева, если же агрессивен – используют второй способ.
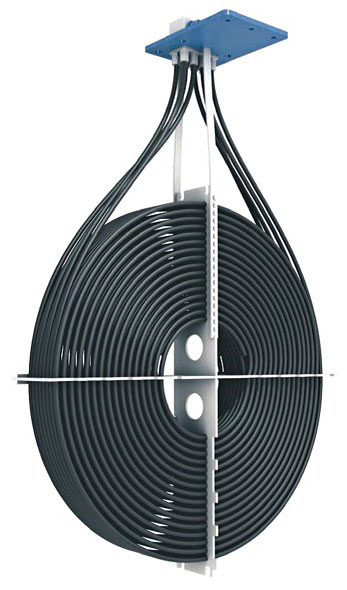
При нагреве ванн насыщенным паром нагревательным элементом, помещенным в раствор, является трубчатый змеевик. Для изготовления змеевиков применяют различные термо- и химостойкие материалы.
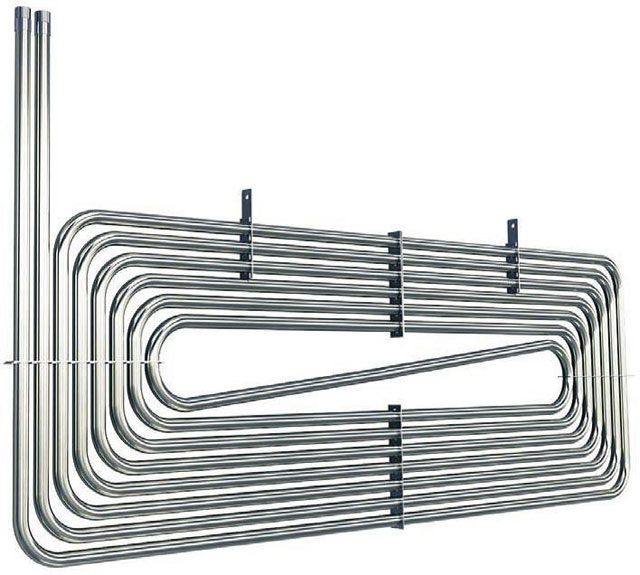
Змеевики и электронагреватели могут располагаться как в придонной части ванны, так и на ее боковой стенке.


При способе нагрева ванн водяной рубашкой гальванический раствор нагревается промежуточным теплоносителем – водой, окружающей стенки и дно ванны. Вода, в свою очередь, нагревается от змеевика. Водяная оболочка (рубашка) размещается в промежутке между стенками вспомогательной (внешней) ванны и рабочей гальванической ванны. В змеевик в качестве теплоносителя подается пар. В случае необходимости охлаждения ванны в змеевик-теплообменник можно подавать холодную воду, организовав соответствующее переключение вентилей питающих трубопроводов.

Объем рубашки должен составлять 40-60% от объема раствора в рабочей ванне. Хотя такой способ и позволяет поддерживать температуру в ванне с точностью ±1⁰С, но является недостаточно экономичным с точки зрения эффективного использования полезного объема ванны, а также имеет низкую скорость изменения температуры.
Широко применяется нагрев с использованием трубчатых и других типов электронагревателей, которые могут устанавливаться как непосредственно в ванне, так и в водяной рубашке.

Несмотря на то, что, как правило, на гальванических производствах применяется охлаждение путём перекачки водопроводной воды через змеевик, это зачастую не обеспечивает должного эффекта. Более современным и результативным способом является внедрение в систему специальной холодильной установки – чиллера.
Чиллер, работающий по принципу фреоновой холодильной установки с промежуточным хладагентом, насосом прокачивает теплоноситель через змеевик, установленный вокруг корпуса гальванической ванны. Благодаря небольшим габаритам и высокой производительности, чиллер легко может быть размещён в гальваническом цеху либо на улице и подключён к гальваническому оборудованию.
Чиллер, кроме охлаждения, может также обеспечить и нагрев гальванических ванн. Применение чиллера позволяет резко снизить расходы на потребляемую водопроводную воду, а также обеспечить более оперативное регулирование теплового режима электролита.
Для решения задачи управления тепловым режимом электролитов необходимо также прогнозировать унос тепла деталями, погружаемыми в ванну для обработки, и дополнительный подогрев электролита ванны теплом, выделяемым электрическим током. Эти величины тепла возможно получить на основе анализа данных от системы управления транспортом деталей между гальваническими ваннами, точно учитывающими характеристики деталей и их количество в гальванической ванне.
Применение современных технических средств и оборудования, перечисленных выше, а также микропроцессоров, программируемых логических контроллеров и алгоритмов управления позволяют создавать системы обеспечения тепловых режимов, осуществляющих регулировку и поддержание температуры растворов электролитов с точностью ±1 ⁰С.


Процессы обезжиривания применяются практически во всех технологических процессах нанесения гальванических покрытий. В растворах обезжиривания накапливаются масла, которые могут загрязнять электролиты и отрицательно влиять на процессы электроосаждения и свойства покрытий. С целью продления срока службы растворов обезжиривания необходимо непрерывно удалять из них масла и нефтепродукты. Для этого существует несколько методов, в том числе с применением коалесцентных систем; ским-дисков и ским-ремней, маслосъемников, механических и полимерных сепараторов.
Наиболее радикальный способ очистки – применение коалесцентных систем, которые отделяют масла до уровня 10 ppm. Такие системы используют вместе с основной системой фильтрации для очистки раствора от механических примесей. Для ванн обезжиривания больших объемов используют автоматические системы регенерации. Для защиты коалесцентных элементов (картриджей) от повреждения механическими примесями системы содержат камеры защитной фильтрации с фильтрами с порами 5-10 мкм.

Если коалесцент правильно защищать от загрязнений, срок его службы неограничен. Коалесцентные системы могут работать при температуре не более 60°С.
Растворы обезжиривания могут быть очищены также при помощи ским-дисков и ским-ремней.
При этом даже после тщательной очистки растворов обезжиривания следы масла могут оставаться на поверхности деталей и загрязнять последнюю ванну промывки.
Чтобы обеспечить окончательную очистку деталей перед тем, как они поступят в ванну покрытия, необходимо фильтровать последнюю ванну промывки при помощи камеры с активированным углем. Как показывает опыт, гальванические цеха, которые используют вышеприведенный комплексный метод очистки, могут регенерировать и продлить срок службы растворов обезжиривания и обеспечить постоянное качество покрываемых деталей.
В процессе длительного электролиза исходный состав электролита значительно изменяется. Это связано прежде всего с накоплением различных примесей, которые вносятся с покрываемыми деталями, а также при растворении анодов. В электролите могут накапливаться также различные органические вещества, которые получаются вследствие катодного восстановления и анодного окисления поверхностно-активных добавок, вводимых с целью получения мелкокристаллических и блестящих покрытий. Эти продукты оказывают отрицательное влияние на качество покрытий, поэтому возникает необходимость периодически осуществлять регенерацию отработанных электролитов. Продолжительность использования электролитов главным образом зависит от количества пропущенного, через электролит электричества, а также от чистоты вводимых солей и качества анодов.
Для увеличения срока эксплуатации электролитов необходимо периодическое корректирование их состава на основании данных химических анализов. Так, например, сульфатные электролиты меднения весьма чувствительны к загрязнению их мышьяком и сурьмой, а также некоторыми органическими веществами, образующими коллоидные растворы. Никелевые электролиты очень чувствительны к примеси железа, меди, цинка и свинца, а также некоторых органических соединений. При хромировании в электролите накопление железа также приводит к нарушению процесса электролиза. Многие примеси из электролитов могут быть удалены путем длительной проработки током малой плотности. Таким образом, периодическое корректирование электролитов для поддержания постоянного состава и удаления нежелательных примесей позволяет длительное время работать на ваннах без регенерации электролита.
Регенерация электролитов для нанесения гальванопокрытий осуществляется, в основном, непрерывной или периодической фильтрацией, селективной очисткой от примесей посторонних металлов, сорбционным удалением продуктов распада органических веществ или путем их окисления. Так, ионы тяжелых металлов из электролитов цинкования удаляются переработкой электролитов током или цементацией. Для удаления примесей шестивалентного хрома вводятся восстановители. Двухвалентное железо удаляется вводом перекиси водорода. Для снижения жесткости вводится реактив трилон. Органические примеси электролитов цинкования окисляются перекисью водорода или фильтрованием через механический фильтр с активированным углем.
Универсальных решений в регенерации электролитов нет. В зависимости от его состава может проводиться регенерация либо одного профилирующего компонента, либо всей системы электролита в целом.
Решения принимаются в зависимости от состава и состояния электролита в конкретный момент в соответствии с имеющимися разработанными технологическими процессами и схемами регенерации.
Известно, что часть подготовительных, а также гальванические процессы проходят при высокой температуре. В течение всего периода работы, включая остывание ванн, происходит интенсивное испарение электролита. По некоторым расчетам при площади поверхности электролита 2 кв.м испаряется 30-35% объема электролита, что приводит к необходимости его ежедневного пополнения. Даже в случае оборудования ванн крышками, автоматически открывающимися при загрузке и выгрузке деталей, остается необходимость в контроле уровня электролита и его ежедневного пополнения. При снижении уровня электролита в ванне ниже установленного уровня датчик уровня выдает соответствующий сигнал системе управления, которая включает питающий насос для подкачки жидкости в ванну. После достижения электролитом номинального уровня датчик уровня также выдает сигнал системе управления, которая отключает питающий насос. При очередном снижении уровня электролита процесс повторяется.
Использование современных приборов и датчиков контроля, программно-аппаратной базы, исполнительных механизмов и комплектующих, описанных выше в разделах «гальванические ванны» и «системы обеспечения внутриванных процессов» позволяют реализовать любую конфигурацию системы регенерации и контроля уровня электролитов в соответствии с техническим заданием заказчика.

Добавки в электролиты улучшают кристаллическую структуру покрытия. Количество присутствующих в ванне блескообразующих, выравнивающих, анти-питтинговых и прочих улучшающих кристаллизацию добавок должно строго контролироваться и поддерживаться в весьма узких пределах. Выход за эти пределы в меньшую сторону ведет к недопустимому снижению полезного действия добавки, а при выходе в большую сторону — к порче покрытия.
Блескообразующие добавки часто несут две, не всегда совпадающие функции: одни из них дают яркий блеск, но вызывают хрупкость покрытия, другие — мало влияют на блеск, но снижают хрупкость, вызванную добавкой первого типа.

Система дозирования добавок в ванны гальванической линии предназначена для поддержания заданных концентраций добавок и исключения перерасхода реагентов. Она комплектуется насосами-дозаторам различного типа (пропорциональными, плунжерными или мембранными), электромагнитными клапанами, различными датчиками (уровня, потока, реагентов), анализаторами жидкости, регуляторами ампер-часов, микропроцессорными системами контроля и управления.
Система обеспечивает дозирование добавок по времени и в зависимости от тока, что становится возможным благодаря анализу данных по гальваническому току, поступающих от выпрямителей, и точному измерению скорости расхода материала и осаждения металла.
Система может функционировать автономно, а также управляться общей автоматизированной системой управления гальванической линии.



